evoortsolutions's blog
The Internet of Things (IoT) and Industry 4.0 have catalyzed the manufacturing revolution. These technology breakthroughs have resulted in significant changes in essential manufacturing operations, covering the path to robotics/automation. IIoT solutions may optimize any processes to deliver change, whether it is an energy market, procurement, business intelligence, or talent management. These services will help with operational excellence and execution.
Things to Know considering Industry 4.0
Industry 4.0 relates to the next wave of the 4th Industrial Revolution, which emphasizes interconnection, machine learning, concurrent data, and robotics. It is also distinguished by using automated robotics and automation in physical manufacturing and operations to build more integrated and well-connected ecosystems.
Manufacturing companies certainly take on these requirements and keep up with ever-changing consumer needs with the aid of the IIoT concept.
IoT and Industry 4.0: How This Pairing Will Drive Transformation
IoT supports the rapid expansion of Industry 4.0, in which things are connected via a shared communications link with automatic procedures. It removes or lowers the need for human assistance. Manufacturers by using real-time data analysis may enhance decision-making. Furthermore, IoT in industrial organizations ensures predictability, which decreases the likelihood of any catastrophic situation in the industry. The goal of Digital Twin is to empower Enterprise Maturity and components of information maturity to achieve an agile business, which is a key milestone in Industry 4.0.
The following are the key characteristics of IoT and Industry 4.0 in the industrial manufacturing sector:
- Manufacturing automation
- Process Improvement
- Manufacturing intelligence
- Performance evaluation
- Putting everything connected
- Gaining insights
As an important element of the fourth industrial revolution, IoT serves a critical part in the drive toward DX and Industrial Manufacturing excellence. One of the primary challenges that companies confront presently is a dearth of IT-OT convergence in their manufacturing facilities, which leads to plenty of additional issues such as a lack of plant visibility, quality, inefficiency in inventory management, and production scheduling based on demand, among others. IoT bridges the barrier between IT and OT systems by linking to lower-tier sensors, modules, equipment, Control Systems, and PLCs, as well as allowing two-way data flow to the business applications and the cloud.
Now that you’ve seen how the 4.0 of the industrial revolution happened to come, let’s look at six sectors where it’s making a significant contribution to growth.

The Major Advantages of IoT Solutions for Industries
- Convergence of IT and OT
- Prevention of production loss
- Decreases downtime
- Increases equipment utilization and calculates OEE (Overall equipment effectiveness)
- Breakdown of machinery is detected early.
- Production Enhancements and Optimization
- Plant and operational visibility in real-time
- Efficient resource usage
- Prediction and Prevention Analytics
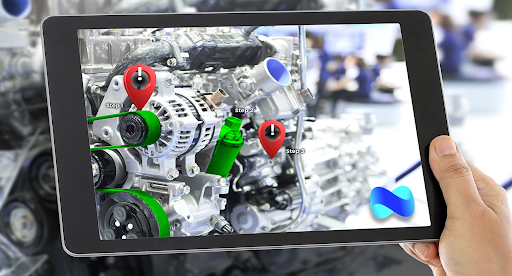
The modern factory is transforming with new technology. The present and upcoming businesses, particularly manufacturing enterprises, are being modernized through digital transformation. While the advent of smartphones and remote work, AR has significantly expedited the manufacturing world’s digitalization.
To stay at the forefront of Industry 4.0, industrial enterprises will prefer remote help via AR in the next years. But, before we go ahead, consider where industrial firms are now and the existing issues.
Top manufacturing business current problems:
- Conventional methods of collaborating with forefront employees and field-force assistance teams are incredibly stressful.
- It is hard for service professionals to interact in person with customers to rectify problems and assure the efficient operation of machines.
- Even when there are no travel bans, it takes businesses many hours to deploy professionals to remote locations, rising in bottlenecks and unscheduled idle time.
- The point is time-consuming data collection procedure encourages field technicians to put off assembling components, operating machinery, or maintaining equipment.
How Remote Assistance may assist industrial businesses in overcoming overall obstacles:
Traditional methods of assistance and engagement are insufficient to solve new business difficulties. As the saying goes, modern problems necessitate modern solutions. An AR remote Assistance solution can aid you in overcoming current issues and driving significant advantage in the following three areas:
- Production: AR-powered Remote Assistance platform can assist manufacturers in preventing functioning challenges in their production areas and enhancing the factory’s equipment maintenance schedule. It also updates the whole manufacturing operations.
- Services: AR service applications connect field employees with industry specialists. Through video tutorials, it may support professionals to do field fixes more quickly, and raise immediate address equipment fixing leading to improve service quality.
- Training: AR can deliver interactive guidance to field staff when handling heavy machines with low dangers. It can allow them to keep their abilities more quickly and decrease recruiting budgets and the learning curve.
The Benefits of Industrial AR Remote Support
- Quick Support: The ability to give immediate help is the most crucial part of using this application. Your group of experts may offer on-demand technical assistance to clients and staff. It does not require any complicated installation or setup procedures for end-users to complete. Remote assistance may be provided on any device from any place.
- Minimize costs: Technicians can operate efficiently with the advice of professionals from any place if they have access to business remote support software. The solution saves money on traveling and allows for quick problem-solving. It also eliminates time spent traveling to and from the on-site location.
- AR Employee Training: Because remote assistance enables supervisors and staff to blend their surroundings, training may take place from anywhere. These guarantees that an industry specialist is virtually there to instruct new technicians on essential skills.
- Reduction in machine downtime: You may quickly gain access to systems via remote assistance to verify the health of the equipment and address any difficulties which result in a reduction in unplanned downtime. As a result, client satisfaction rises.
- Quality Assurance (QA): You may conduct extensive safety assessments with remote assistance software. Maintaining regulations for equipment, job locations, operator safety compliance, and so on is simple.
Summary
The very same modern technologies that enable staff one minute may be an obstacle the next, costing employers huge amounts of money every year in productivity losses, workforce dissatisfaction, and assistance.
Remote assistance is a real-time remote support service that allows enterprises to increase employee experience while lowering TCO. Augmented Reality based remote assistance allow distant technicians to interact with specialists. Experts can observe precisely what a remote technician is experiencing and contribute their experience as if they were really present enabling error-free work instructions.